



Ut omnes scimus, res metallicae, ut ars aluminii vel ferri, usum technologiae soldadurae requirunt. Soldatura est gradus gravissimus in processu fabricationis operis. Impossibile est materiam in formam desideratam uno impetu secare, itaque soldadura processus necessarius est.
Ferulatio, ut processus et technologia fabricationis fundamentalis traditionalis, diu in industria non adhibita est, sed eius progressus celerrimus fuit. Paucis tantum decenniis, ferulatio contributiones magnas ad progressionem oeconomiae industrialis in multis sectoribus industrialibus attulit et late adhibetur in variis campis clavis, ut in arte aëronautica, navium constructione, autocinetorum fabricatione, pontium constructione, informatione electronica, perforatione maritima, et structuris metallicis aedificiorum excelsorum. Hoc ferulationem tamquam technologiam fabricationis magni momenti et disciplinam clavem in scientia materialium constituit, novum capitulum in technologia iuncturae aperiens.
Ferruminatio, etiam ut fusionis ferruminatio appellata, est processus fabricationis et technologia quae metalla vel alias materias thermoplasticas (ut plasticas) per calefactionem, temperaturam altam, vel pressionem altam iungit.
Soldatura moderna variis fontibus energiae utitur, inter quos flammae gaseosae, arcus electrici, laseres, fasciculi electronici, frictio, et undae ultrasonicae. Hodie, in technologia soldaturae quae laseres ut fontem energiae adhibet, intendam.
Principia Machinarum Soldaturae Laser
Machina ad suendum laseris energiam radii laseris adhibet ad superficiem materiarum liquefaciendam, ita ut materiae coniunctio efficiatur. Radius laseris per lentes vel reflectores in locum minimum dirigitur, quo fit ut energia brevissimo tempore concentretur. Hoc temperaturam areae sudandae materiae supra punctum liquefactionis auget, statum liquefactum creans qui refrigeratur et solidificatur ad suturam formandam.
Proprietates Machinarum Laser Soldandi
- Alta Praecisione: Macula laseris focalizata est exiguissima, quae permittit accuratam moderationem positionis et profunditatis sudurae.
- Celeritas Magna: Machinae lasericae ad soldandum celeres liquefactionem offerunt, efficientiam soldandi insigniter augentes.
- Angusta Zona Calore Affecta (ZAA): Solatio solum aream localem materiae laborandae afficit, sine detrimento efficaciae aliarum partium.
- Automatio Alta: Machinae ad laserem soldandum cum apparatu automatico integrari possunt ad lineas productionis efficaces et automaticas formandas.
Commoda Machinarum Laser Soldandi
Summatim:
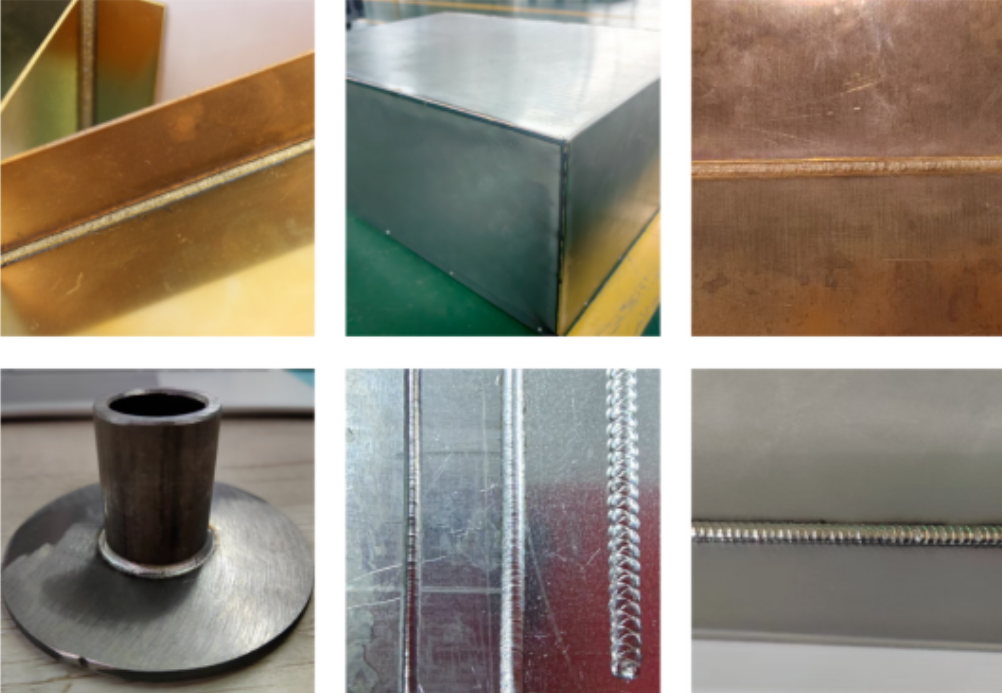
- Celerior celeritas soldadurae comparata cum methodis traditis.
- Suturae suturarum aspectu iucundiores quae parvam vel nullam trituram secundariam requirunt.
- Efficax laboris conservatio, magnopere adiuvans ad sumptus productionis reducendos.
- Parva materiae iactura in soldadura, nullis substantiis noxiis aliisque inquinantibus generatis.
Incommoda Machinarum Laser Soldandi
Magnum incommodum machinarum lasericarum ad soldandum est pretium initiale altum. Initio,machinae manuales ad soldandum lasericumCari erant propter pretium altum laserum. Attamen, annis proximis, pretia laserum insigniter ceciderunt, quod ad correspondentem reductionem in pretio machinarum laserarum manualium ad suendum duxit.
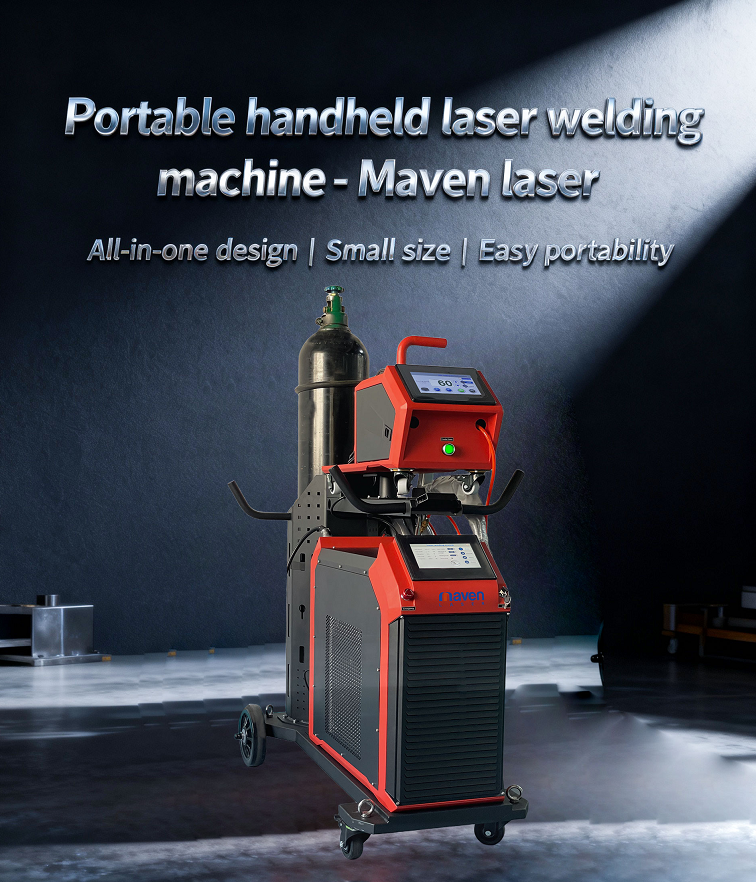
Multi usores rettulerunt machinas lasericas manuales 1500W magnas et spatium occupantes esse. Ut in imagine supra demonstratur, nostra machina laserica manualis designum integratum parvum armarii adhibet, volumen eius fere 50% minuens.
Machinae manuales ad laserem soldandum praebent commoda insignia cum laminas metallicas tenues consuetas soldant. Ex prospectu productionis, nunc optima electio sunt.
Structura Instrumentorum Machinarum Manubrialium ad Soldandum Laser
Machina laserica manualis ad soldandum praecipue ex his partibus constat: generatore laserico, capite soldando (faece), scheda moderatrice, alimentatore fili, systemate refrigerationis, et fonte potentiae chassis.
- Generator Laser: Instrumentum quod lucem laser emittit, unum ex componentibus principalibus machinae lasericae manualis ad soldandum fungens. Ob magnitudinem et portabilitatem, potentia laseris plerumque non est nimis alta, plerumque a 1000W ad 2000W variante. Cum soldatio materias metallicas petat, laseres fibrae — qui praestantiam metallis praebent — vulgo adhibentur.
- Caput Soldandi (Fax): Pars ad emissionem laseris et alimentationem fili, constans ex manubrio manuali, reflectoribus, canali alimentationis fili, et fistula. Fistulae variae aptari possunt ut variis condicionibus processus accommodentur. Capita soldandi aptata angulos mortuos, angulos, et rimas angustas difficiles ad attingendum tractare possunt.
- Scheda Moderationis: Etiam systema moderationis ferrariae manuale vel tabula moderationis appellata (ab aspectu chartae simili nominata). Dissimilis ferrariae traditionali, ferraria laserica manualis systema moderationis intelligente habet quod operariis permittit parametros sicut potentiam laseris, focum et directionem oscillationis accommodare. Postquam constitutum est, operatio statim incipere potest—etiam operarii imperiti facile id perfici possunt.
- Alimentator Fili: Instrumentum quod filum soldadurae adfert. Celeritas alimentationis fili secundum potentiam et celeritatem soldadurae aptanda est; alimentatione nimis celeri vel tarda qualitatem et aspectum soldadurae afficiet.
- Systema Refrigerationis: Machinae lasericae manuales vel refrigerationem aeream vel refrigerationem aquae utuntur. Refrigeratio aquae est solutio vulgaris in foro, inspectionem regularem et substitutionem aquae refrigerantis requirens ne contaminatio receptaculi fiat. Machinae lasericae manuales aere refrigeratae technologia emergens annis proximis sunt. Commodum earum praecipuum est integratio systematis refrigerationis aerei cum chassis, unde fit consilium omnibus in uno, valde portabile, quod ad operationes externas portari potest.
Machinae nostrae manuales ad suendum laseris qualitatem fasciculi excellentem, celeritatem sudurae magnam, et suturas sudurae firmas et pulchras praebent. Ergonomice...designatum portatile aqua refrigeratumFax flexibilis et commoda est, permittens longiores distantias sudandi et sudandi sub quolibet angulo in materiis sugendis. Ut ante dictum est, angusta zona calore affecta deformationem, discolorationem, et notas posteriores partis sugendae minuit. Profunditas sudandi sufficiens est, liquefactionem plenam curans. Orificium faceis tantum activatur cum metallum tangit, salutem augens. Praeterea, machina facile discitur et operatur—operarii ordinarii ad opus post breve tempus institutionis adduci possunt, sumptus laboris significanter reducens.
Applicationes commendatae
Machinas lasericas ad soldandum his in casibus commendamus:
- Magnae areae sudurae magnam efficaciam requirentes.
- Lamina metallica crassitudine 0.5mm vel plus.
- Partes ubi pulchritudo suturae et deformationum praeventio criticae sunt.
- Metalla ut chalybs inoxidabilis, laminae ferreae, et aluminium (soldatura laserica his materiis praecipue apta est).
- Proposita cum sumptibus moderatis. Si tantum circiter 10 000 RMB in machina laserica manuali ad suendum expendere cogitas, ad frequentes defectus instrumentorum paratus esto. Nostrum exemplar 1500W paulo plus quam 20 000 RMB constat, incluso accommodatione parametrorum et institutionibus conservationis instrumentorum.
- Operarii sine priore experientia soldadurae.
Notae Magni Momenti
Machinae manuales ad laserem soldandum non aptae sunt ad res accuratas vel materias tenuissimas soldandas. Praeterea, cuprum rubrum soldare non possunt.
Quod genus fili ad soldandum adhibendum est?
Nunc,machinae ad soldandum lasericumFilis ad suendum vel domesticis vel importatis utere. Fila domestica viliora sunt, dum importata cariora. Electio fili a materia operis pendet:
- Opus chalybis inoxidabilis filum chalybis inoxidabilis requirit.
- Materiae cupreae filum cupreum requirunt.
- Opera aluminii et mixturae aluminii fabricata filum aluminii requirunt.
Requisita parametrorum inter varias machinas lasericas ad suendum variantur. Magnitudo suturae diametrum fili non excedere debet. Cum filum eligis, specificationes fili considera — filum nimis crassum fortasse non plene liquefiet, dum filum nimis tenue ad suendum non aptum est.
Comparatio Inter Soldaturam Laser et Soldaturam TIG Traditionalem
- Celeritas Soldaturae: Differentia celeritatis inter soldaduram laseris et soldaduram TIG non est admodum magna, sed soldadura TIG (praesertim soldadura arcus metallici gasosi) liquefactionem fili implicat, unde celeritas paulo tardior est quam soldadura laseris.
- Effectus Soldaturae: Qualitas soldaturae summae momenti est. Machinae nostrae soldaturae lasericae multo iucundiores aspectu quam soldatura TIG efficiunt.
Tempus publicationis: III Kal. Dec. MMXXXV











